
21 February 2012
When building machinery, the packaging specialist, Pamatech, cannot afford to wait for individually manufactured components coming in from the outside. The swiftly installed programming system, TopSolid'Cam, provided invaluable aid in the setting up of an express workshop.




Pamatech, a company based in Affoltern-am-Albis in the canton of Zürich, specialises in the construction of machines for filling and packaging food containers. Its twelve-strong team focuses its efforts predominantly on the domestic market. The company boss, David Weber, says: "Our machines remain competitive because we can automatically switch formats for the packaging. On account of the small volumes that are packaged by our customers in Switzerland, this criterion gives us our greatest competitive edge."
In one particular field - the preparation of bag packaging - Pamatech is market leader. The machines are built out of either anti-rust welded structures or self-supporting steel plate constructions. For the individual machine stations (for filling, sealing, labelling, etc.), the subassemblies consist of individual parts made of various materials such as stainless steel or aluminium. Twenty percent of the parts are considered complex, meaning that it is only economically viable to manufacture them on a CNC machine. Yet this manufacturing principle is also perfectly suited to simple work pieces.
Each machine is a prototype
Since Pamatech only manufactures special machines, each machine is a prototype. If it turns out during assembly that a subassembly is not working correctly, the design has to be immediately overhauled. Occasionally, parts also have to be manufactured anew (Figure 1). Previously, the manufacturing of such work pieces was contracted out. Invariably, a week would go by before a modified cam plate, for example, was delivered. This delayed the assembly process and was costly. David Weber therefore sought an alternative solution and found one in the installation of an express workshop. Thanks to this, waiting times are cut right down to 2 hours. Mr. Weber also wanted to offer this service to other companies. At Pamatech they decided, therefore, to procure a 3-axis milling machine and a CNC programming system. Proof that this kind of in-house manufacturing would pay off had been established in advance through comparison with jobs that had been outsourced.
In the autumn of 2008, the Prodex manufacturing trade fair was just the place to scout around for appropriate machines and programming systems. In order to keep the manufacturing set-up time as short as possible, an important criterion for Pamatech was to work with as large a standard toolset as possible, for optimal retrofitting possibilities. Of the five machines that came under scrutiny, they chose the YCM N5V 120A 3-axis milling machine (Figure 2) with FANUC control. YCM was the only manufacturer to offer a tool magazine with 60 slots. Since a CAM system also had to be procured, ease of programming control was less of an issue. The CAM system was, on the other hand, very important, since the parts modelled in CAD would be reused directly for the NC programming, and so errors in the geometric data input had to be avoided. The company also wanted to ensure that parts would be universal, up-to-date and traceable. They wanted a machine that could work at optimum capacity, while enabling the next programs to be developed even while machining was in progress.
Programming plays a key role
In the implementation of an express workshop, the CNC programming system plays a key role. Whereas the CNC programming costs are spread over 100 work pieces when producing a series of one hundred, these costs are entirely attributable to a single piece in a single unit run. Machine designer Michael Soller, who was in charge of project evaluation, was clear about which criteria are significant in selecting the programming system. The system specifications stipulated the desired properties that needed to be checked in the six CAM systems under consideration. According to the information from the suppliers, they all seemed, at first glance, to fit the bill, but by dint of relentless questioning and testing in live presentations it gradually became clear which system really met the requirements. In three rounds of testing, the selection was whittled down from six to two systems, and ultimately the decision went to TopSolid’Cam from Missler Software. Alongside the all-round general impression, the following selection criteria were decisive:
- Automatic feature recognition including for tapped, multi-step and calibrated bores
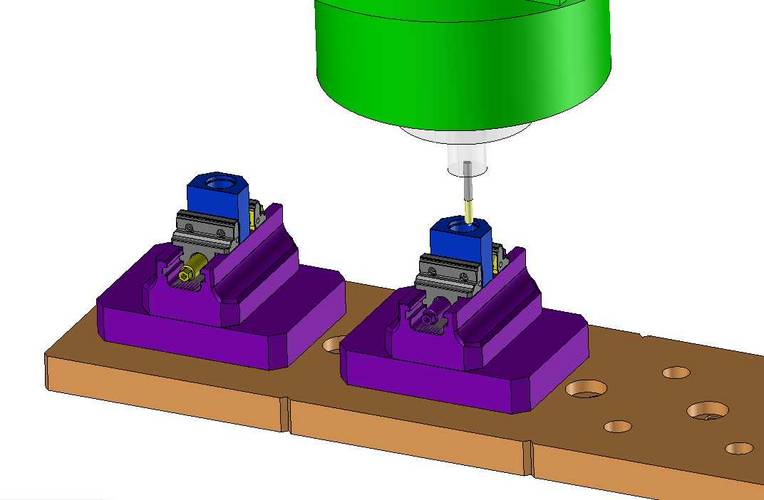
- High flexibility and easy placement of clamping jigs on the precision quick-clamp system with nine fixed zero points (Figure 3)
- Integration of Inventor files
- Generation or importing and configuration of all clamping jigs
- Automation of frequently-occurring machining processes using independently defined methods
simplified preparation for manufacturing, so that lesser-qualified operatives are subsequently able to clamp, machine and manufacture fault-free work pieces on the machine
realistic representation and simulation
Mr. Weber ordered the TopSolid’Cam CNC programming system on 11 March 2009 from NCDATA, and it shipped on 16 March. With the first training taking place on 23 March, this meant that barely 2 weeks elapsed between placing the order and training the personnel. Thanks to the highly qualified status of the Pamatech employees, complete user training took just three days. The 3-axis milling machine was delivered in April and set up in the workshop at Affoltern. The milling of the first work piece programmed with TopSolid’Cam took place the very next day. The short period awaiting delivery had been used by Michael Soller and his colleague, Gregor Meier, to program the first work pieces. All tools are recorded in the TopSolid’Tool tools database, and the tool magazine represents the tool stock in the machine.
Two months after the start of individual parts manufacturing on the YCM milling machine, it became apparent that the goal of programming and manufacturing work pieces in the shortest possible time was being achieved. Pamatech is therefore perfectly equipped for express parts manufacturing. Recently, Messrs. Soller and Meier, who alongside their designer activity also work as NC programmers and machine operators, began working on the automation of the CNC programming.
Interface takes features into the CAM system
Missler Software has made an important contribution to this by means of the Inventor interface. This development is capable of integrating bore features generated in the CAD system (tapped, step, calibrated bores, etc.) so they can be programmed automatically in the CAM system (Figure 4). This technology - called TopSolid’GMI - is now available for SolidWorks, Solid Edge and Inventor CAD. Mr. Soller goes on to say: "TopSolid’GMI is the only link to Inventor that can integrate my features for further automation. This makes my wish to automate the CNC programming a reality." The employees also wish to be trained in this by NCDATA (Figure 5).
Does this process for introducing a milling machine and its relevant programming system constitute a model case for other SMEs? It certainly serves as an example. The following points should be noted:
- The analysis of a manufacturing process, taking account of the complete environment, is a prerequisite.
- If the tooling and running-in times on the machine are optimised using independent programming, this offers two benefits: time savings for the machine operator in setting up the machinery, and the possibility of continuing production while programming is underway.
- A programming system is more than just an aid to rapid programming. There is a direct correlation between tooling time and NC programming, including through dynamic simulation and collision calculation, modelling of the clamping jig, judicious implementation of zero point strategies and representation of the previously loaded tool magazine in the programming system.
This puts small firms in particular in the position of gaining a competitive edge through software-supported automation, and helps secure their future.
Need more information