23 juillet 2012
On connaissait déjà les portes coupe-feu en métal. Mais une porte en bois, capable de résister aux flammes pendant une heure, voire plus, personne ne l’aurait cru possible. La filiale Lindner Türen-Fassaden s.r.o. qui appartient au groupe Lindner fabrique des portes techniques dans les dimensions les plus variées, pour des clients du monde entier. Pour pouvoir programmer efficacement la fabrication des portes brutes par FAO, les modèles de portes sont configurés en 3D, conformément au contrat, à l’aide du logiciel TopSolid’Wood.





Avec plus de 5 500 collaborateurs, six sites de production et plus de 50 filiales dans le monde, le groupe Lindner, dont le siège social se trouve à Arnstorf en Basse-Bavière, compte parmi les leaders du marché de la menuiserie d’intérieur, des techniques d’isolation et de la construction de façades, un domaine particulièrement exigeant. Fondée en 1965 par Hans Lindner, cette entreprise familiale développe non seulement des concepts personnalisés en fonction des besoins des clients en matière de façades et d’intérieur d’aéroports, de gares, de bateaux de croisière, de salles de concert ou d’immeubles de bureau, mais elle fournit aussi ses propres produits : éléments de plafond et de cloison, faux planchers et même des portes spéciales coupe-feu, pare-fumée, anti-rayonnement, insonorisées et antieffraction. En outre, Lindner propose des services tels que l’assainissement de produits toxiques, le démantèlement de bâtiments et le façadisme.
Les portes techniques sont produites en République tchèque, à Ostrov, près de Karlovy Vary, où Lindner a implanté il y a cinq ans une usine de fabrication de portes et de systèmes muraux, qui compte aujourd'hui une centaine de collaborateurs tchèques et allemands. L’atelier a une capacité de production d’environ 50 000 portes par an, qui doit, dans le futur, concerner essentiellement les modèles spéciaux. « Dans ce domaine, nous somme meilleurs que la plupart de nos concurrents » explique Kurt Fritz, directeur de la filiale Lindner Türen-Fassaden s.r.o. « Toutes nos portes répondent à une fabrication spéciale et sont souvent produites en un seul exemplaire, rarement à plus de dix exemplaires. C’est pourquoi le temps est un facteur critique, de même que les coûts. Au sein même de notre groupe, nous devons faire face à la concurrence et proposer nos produits aux mêmes prix que les autres fabricants. »
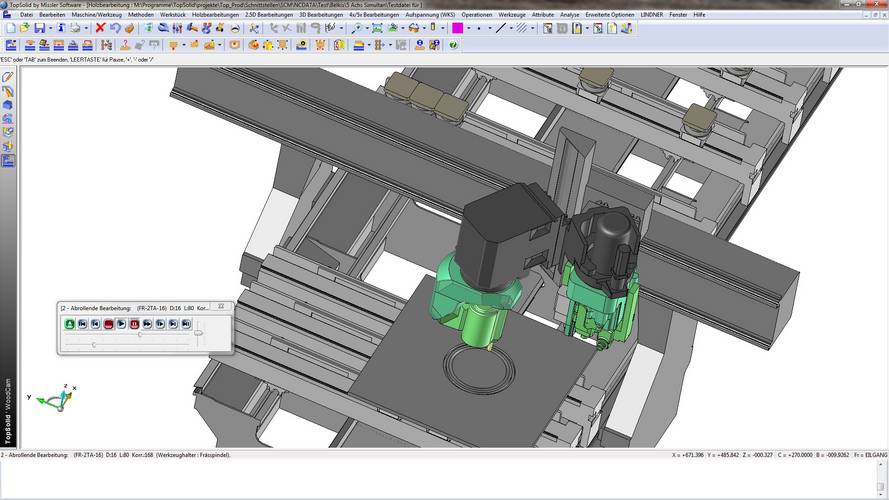
À Ostrov, le déroulement de la production est organisé de manière très stricte, afin d’assurer un délai maximal de huit semaines par contrat. L’élément fondamental de la fabrication de portes est le centre d’usinage 5 axes MAKA, qui est équipé de deux broches de fraisage et d’un système de manutention pneumatique pour l’amenée des pièces. Sur la machine, les prototypes sont fraisés aux dimensions extérieures souhaitées (format de base), leurs bords sont travaillés et les évidements destinés aux serrures, aux charnières, aux joints de sol et aux vitres sont creusés. Pour pouvoir réagir avec plus de flexibilité aux demandes des clients, Lindner a complété il y a quelques mois son parc de machines avec le centre d’usinage Lindner SCM Accord 40fx, qui permet l’usinage 5 axes des contours complexes. Compte tenu du nombre d’emplacements pour les outils et des dimensions, les deux machines sont configurables pour la fabrication complète des portes, de sorte que l’entreprise dispose d’une solution de secours en cas de goulot d’étrangement au niveau des capacités.
Liaison au système ERP
Le centre d’usinage SCM et la machine MAKA sont tous deux reliés au système de CAO/FAO TopSolid’Wood. AdeQuate Solutions, revendeur TopSolid, a programmé les post-processeurs nécessaires, qui ont ensuite été testés et optimisés sur les machines. En outre, la société de services informatiques basée à Lahr a également préparé les maquettes 3D des machines, une condition sine qua non pour pouvoir simuler avec fiabilité l’usinage FAO. Les utilisateurs ont dû modéliser eux-mêmes une partie des outils en 3D, étant donné que la plupart des fabricants ne disposent encore d’aucune donnée 3D. Les utilisateurs sont très satisfaits de la qualité des post-processeurs : « Nous sommes devenus prudents, l’introduction de l’ancienne solution nous a enseigné que la machine ne fait pas toujours ce que nous pensons », explique M. Fritz. « Grâce à AdeQuate Solutions, les déchets de métal se font rares. »
En association avec la société oxion ag, AdeQuate Solutions programme également l’interface bidirectionnelle du nouveau logiciel ERP, qui a été implémenté dans l’ensemble du groupe Lindner où il fonctionne à la perfection. C’est principalement ce changement de solution ERP qui a poussé le personnel d’Ostrov à se mettre en quête d’un nouveau système de CAO/FAO, il y a deux ans de cela. L’objectif principal de la manœuvre était de relier le configurateur de variantes (amélioré par oxaion sur demande de Lindner pour une meilleure adaptation aux portes) afin de pouvoir exploiter directement les caractéristiques des portes dans la programmation FAO. C’était déjà possible auparavant, mais dans l’ancien environnement de programmation, les utilisateurs devaient renseigner manuellement les données relatives à la troisième dimension, étant donné qu’il s’agissait d’un système uniquement en 2D. Comme l’explique M. Fritz, l’intégration d’un système 3D promet donc d’assurer une continuité des opérations encore plus performante.
L’équipe chargée du projet s’est penchée sur différents systèmes 3D ; deux sont ressortis du lot. Franck Roeder s'est occupé de la supervision de l'installation du logiciel ERP. Il explique ainsi le choix de Lindner : « Même si d’autres fournisseurs avaient plus d’expérience dans l’usinage du bois, nous nous sommes décidés en faveur de TopSolid’Wood et d’une collaboration avec AdeQuate Solutions, car selon nos estimations, c’était le logiciel qui offrait le plus gros potentiel. Nous voulions une solution que les autres filiales du groupe puissent aussi utiliser dans le futur, par exemple dans le secteur du design d’objets, auquel il est fait appel pour l’aménagement de bateaux. TopSolid’Wood avait aussi un autre plus : ses fonctions performantes en matière de visualisation et de simulation de l’usinage FAO. »
Des fonctions CAO performantes
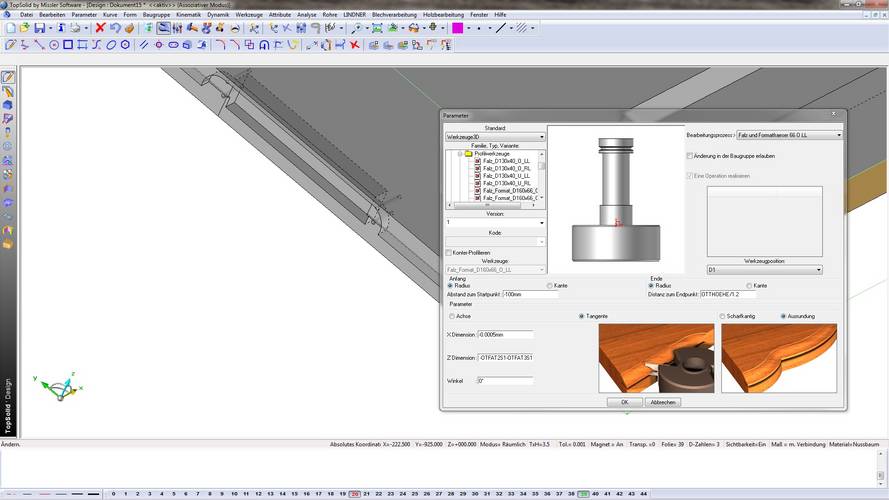
Les utilisateurs ont besoin d’un système de FAO doté de fonctions complètes, afin que les maquettes 3D des portes puissent être commandées en saisissant simplement quelques paramètres. En premier lieu, les utilisateurs comprennent les deux superviseurs du système, chargés de s’occuper de la reproduction de la classification des variantes dans le système 3D. D’abord, ils ont créé une bibliothèque contenant les éléments paramétriques des portes (cadre du panneau central, cadre mural, âme) qui pourront être utilisés pour les différents types de portes, via les éléments de positionnement et les références contenus dans les modèles. Les éléments sont liés entre eux par des relations paramétriques et héritent de caractéristiques particulières. Le type et les dimensions de la porte définissent par exemple la taille et l’épaisseur du cadre mural, dont dépend également la taille des panneaux utilisés pour les âmes de portes.
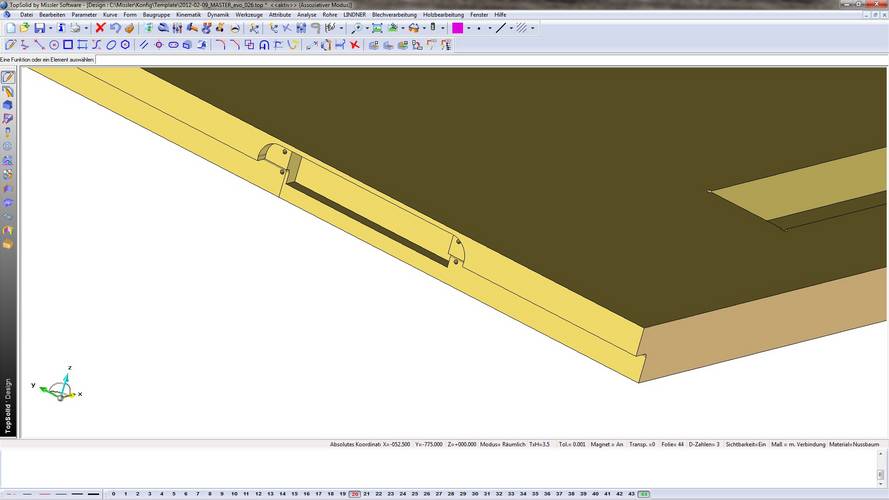
Les modèles sont généralement dotés de pièces brutes génériques de base, qui peuvent être adaptées aux exigences du client en saisissant quelques valeurs de paramètres. En tout, environ 70 portes brutes différentes sont disponibles, par exemple pour les portes à un seul ou à deux ventaux, vitrées ou non, avec ou sans panneau ou vitre supérieure, avec ou sans châssis, avec ventail à chant plat ou à feuillure personnalisée, avec vitrage encastré à niveau, avec charnières masquées et serrures techniques. Toutes ces pièces sont autant de caractéristiques de construction qui auront une influence sur l’apparence générale d’une porte. En outre, tous ces types de portes sont de conception (interne) différente, en fonction de leurs spécificités : portes coupe-feu, anti-rayonnement ou insonorisées.
Le configurateur de variantes du système ERP permet de déterminer l’apparence des portes techniques, sans que les collaborateurs doivent entrer 400 paramètres, de nombreux champs étant complétés automatiquement à l’aide de l’ensemble de règles enregistré. Un système de couleurs (vert, orange, rouge) permet de signaler les caractéristiques entièrement définies ou qui restent à définir, afin que la configuration puisse être appliquée. Il suffit ensuite d’appuyer sur un bouton pour que les paramètres soient envoyés à TopSolid’Wood au format XML, afin de produire automatiquement une maquette 3D à l’aide du modèle correspondant, qui peut au besoin être encore adapté de manière interactive.
Chaîne de processus CFAO continue
Lindner a conçu une chaîne de processus fermée pour l’usinage du bois, dotée d’une rare continuité. L’échange de données entre les systèmes ERP et CAO/FAO n’est pas à sens unique : à partir des maquettes de portes, il est possible de dériver des listes de pièces et des plans de travaux, qui peuvent ensuite être renvoyés au système ERP via l'interface bidirectionnelle. Kai Muller, chargé de la supervision du système, explique plus en détails : «À la base, nous voulions établir les listes de pièces dans oxaion ; puis nous nous sommes aperçus qu’il était plus efficace de les créer dans TopSolid’Wood, comme une sorte de sous-produit de la maquette 3D ». Le système ERP contient un plan général des travaux qui recense toutes les opérations possibles et leurs temps d’exécution. À partir de là, les opérations correspondant à un contrat donné peuvent être filtrées en fonction des paramètres du système CAO/FAO.
À partir de l’apparence personnalisée de la maquette 3D (selon les exigences du client), les employés chargés de la gestion des commandes produisent avec TopSolid’WoodCam le programme NC pour l’usinage mécanique. Dans ce domaine aussi, ils peuvent se reporter à des modèles prédéfinis (par exemple, pour le formatage de base des portes brutes). Ces modèles incluent la stratégie d’usinage complète d’une porte, en fonction des exigences spécifiques de Lindner : « Lors du formatage de la porte, nous ne pouvons pas nous contenter de faire le contour de la porte à la fraiseuse, il nous faut surveiller la fibre au cours de l’usinage, afin d’éviter que le bois ne se déchire. Si la fibre est verticale, du haut vers le bas, avant l’usinage par l'outil principal, le bord supérieur de la porte sera fraisé à l’aide d’un outil allant vers la gauche et doté d’une fraise inversée », explique Maximilian Kreilinger, superviseur du système et qui a produit le modèle.
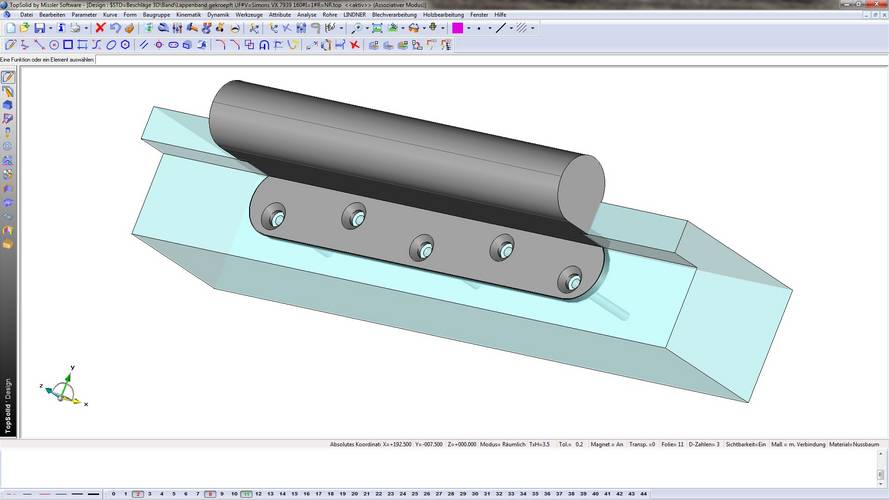
À l’heure actuelle, les responsables du système sont occupés à assurer la reproduction de composants tels que ferrures, serrures, charnières ou joints de sol dans TopSolid’Wood et à enregistrer les cycles d’usinage correspondants. En effet le positionnement de ces éléments dans la porte détermine la place des évidements et la manière dont ils seront usinés dans la porte nue. Une des améliorations dont les utilisateurs aimeraient profiter consisterait à regrouper les opérations d’usinage et à les ordonner sous forme d’arborescence hiérarchisée. « Vu le nombre d'opérations possibles, cela permettrait non seulement une meilleure visibilité mais aussi de masquer des blocs entiers, par exemple pour laisser un côté de la porte brut », explique M. Müller, tandis que M. Kreilinger poursuit : « Ce serait aussi pratique de classer les paramètres dans l’ordre alphabétique, quel que soit l’ordre dans lequel ils ont été créés. Sinon, avec 300 paramètres, la recherche peut devenir fastidieuse. »
Réduction de la charge de travail nécessaire à la programmation
Afin de pouvoir réagir avec flexibilité aux demandes de modification des clients, les fichiers de FAO terminés, contenant toutes les opérations d’usinage, ne sont pas immédiatement traités par le post-processeur. Les utilisateurs des machines créent le code NC correspondant aux opérations d’usinage uniquement lorsqu’il ne reste plus au projet qu’à passer par les centres d’usinage. Cette méthode présente notamment l’avantage suivant : les améliorations technologiques, par exemple grâce à l’intégration de nouveaux outils, n’ont pas besoin d’être répercutées dans une multitude de fichiers NC et si besoin est, l’usinage peut être plus rapidement transféré d’une machine à une autre. Les programmes terminés sont sauvegardés avec le contrat, afin de permettre une parfaite compréhension des mesures selon lesquelles la porte concernée a été livrée.
En outre, le passage à la nouvelle solution de CAO/FAO a permis de raccourcir les délais de programmation chez Lindner. En effet, étant donné que de nombreux paramètres ont déjà été saisis dans le système ERP, ils peuvent être utilisés tout au long du processus. Parallèlement à cela, la sécurité du processus s’est considérablement améliorée. Les clients peuvent se faire une image plus précise de la porte souhaitée, car en cas de besoin, une maquette 3D peut être mise à leur disposition. Cela facilite également le travail des conseillers clientèle.
À Ostrov, les spécialistes économisent surtout grâce à l’administration des systèmes, qui leur permet d’exploiter les ressources de la société mère et leur épargne les questions de maintenance et de support technique liées à l’installation ERP. Mais le potentiel issu de cette synergie touche également d’autres domaines : « La solution de CAO/FAO est aménageable », explique M. Fritz. « Des collègues d’autres filiales semblent très intéressés. » Et leur intérêt se concrétise : la société Lindner Objektdesign GmbH a déjà choisi TopSolid'Wood et suit en ce moment les premières formations. Dans ce cadre, AdeQuate Solutions reliera un centre d’usinage 5 axes de l’entreprise Homag.
Besoin de plus d'informations
UNE QUESTION SUR NOS
PRODUITS OU SOLUTIONS ?
Trouvez le point de vente le plus proche Contactez-nous Demandez un devis