23 July 2012
Seja no subsolo ou em alturas elevadas, os acionamentos de engrenagens da Wolfgang Preinfalk GmbH fornecem aos clientes dos setores de mineração, tecnologia de energia e outros ramos industriais as relações de engrenagens ideais para suas aplicações específicas, graças às caixas de engrenagens que são desenvolvidas e fabricadas com restrições de tempo. O TopSolid'Cam garante que os programas NC para torneamento e fresamento sejam gerados duas vezes mais rápido do que antes.





A Wolfgang Preinfalk GmbH foi fundada há mais de 30 anos em Sulzbach e hoje está sediada nas proximidades de St. Ingbert, para onde a empresa de médio porte se mudou em 2008 para novas instalações fabris. Anteriormente, a empresa fabricava principalmente caixas de engrenagens e sistemas de acionamento para o setor de mineração. Embora a mineração continue a ser uma das principais fontes de renda, a Preinfalk hoje realiza mais de um terço de seus negócios em tecnologia de transmissão para parques eólicos e usinas de energia hidráulica, como, por exemplo, as engrenagens de passo usadas para ajustar as pás das turbinas eólicas. Outra linha de atividade é a fabricação de engrenagens de elevação para sistemas de guindastes em usinas de energia, que estão sujeitas a condições de teste específicas devido aos rigorosos requisitos de segurança. A empresa sediada em Saarland também fabrica componentes de engrenagens para os motores a diesel da MAN, bombas para a Oerlikon Barmag e máquinas e equipamentos para outros grandes clientes.
A Preinfalk quase nunca desenvolve o que poderia ser chamado de produtos padrão, mesmo que as carcaças das transmissões possam parecer idênticas. Normalmente, as caixas de engrenagens são adaptadas em relação ao tamanho, à redução de marcha e a outros parâmetros especificamente para o cliente ou para a aplicação do cliente, e também são fabricadas apenas em lotes de duas ou três unidades. Volumes de dez unidades praticamente constituem produção em massa e, como diz Thomas Decker, gerente da unidade: "Nosso maior desafio é a imensa pressão de tempo sob a qual precisamos transformar os requisitos do cliente em um produto fabricado. Antes, talvez tivéssemos três meses para fazer isso; hoje, os tempos de ciclo são de seis a oito semanas. Frequentemente, o cliente prescreve o prazo de entrega exato, pois a transmissão precisa ser enviada em uma data específica. Se não conseguirmos entregar no prazo, outra pessoa fica com o trabalho."
Para poder reagir de forma rápida e flexível às exigências dos clientes, a empresa não reduziu sua capacidade de fabricação nos últimos anos; na verdade, ela a ampliou. Atualmente, o parque de máquinas é composto por cinco tornos de leito inclinado, dois de leito plano e quatro verticais, além de cinco centros de fresagem de diversos fabricantes, equipados com vários controladores, e várias máquinas especiais para a retificação das rodas dentadas: "Dominamos todos os processos, desde o torneamento e a fresagem das engrenagens, passando pelo endurecimento até o torneamento duro e a retificação dos flancos dos dentes. Nossos muitos anos de experiência no endurecimento de rodas dentadas de várias formas e tamanhos nos permitem projetar e desbastar as rodas geometricamente de forma idêntica, de modo que elas possam ser retificadas com o mínimo de tempo e o máximo de qualidade", diz o Sr. Decker, destacando um dos pontos fortes da empresa.
Para uma empresa de manufatura que produz componentes específicos para clientes em pequenos lotes, a programação NC rápida e confiável desempenha um papel fundamental em seu sucesso. "Atualmente, temos 30 caixas de engrenagens em produção, o que significa que há cerca de 600 tarefas de fabricação sendo executadas simultaneamente, e todas elas precisam ser coordenadas", diz o Sr. Decker. "Devido à crise econômica, o esforço de programação aumentou um pouco, pois estamos novamente fabricando muitas peças internamente, que antes eram subcontratadas por motivos de capacidade." Dois funcionários alimentam as máquinas de torneamento e fresagem, que normalmente funcionam continuamente com programas NC em uma operação de três turnos.
O CALCANHAR DE AQUILES DA PROGRAMAÇÃO DE NC
Durante muito tempo, a programação NC constituiu o gargalo na fabricação. No final de 2002, a Preinfalk introduziu um novo sistema CAD 3D em seu projeto, mas que não tinha módulo CAM próprio, de modo que os programadores NC tiveram que recorrer a um aplicativo adicional. Pode-se até dizer que a aquisição desse software constituiu, em termos de velocidade e integração, um retrocesso em comparação com o antigo aplicativo 2D que estava sendo substituído, como lamenta o Sr. Decker: "Por um lado, ele não oferecia possibilidades de controle visual, o que tornava a programação CAM ainda mais difícil. Por outro lado, os programas NC finalizados não eram nada transparentes para os operadores de máquinas, o que significava que era necessária muita usinagem subsequente, o que aumentava o tempo de execução. O principal problema, no entanto, era que o fornecedor do sistema não entendia nossos requisitos."
Portanto, no final de 2007, Preinfalk procurou uma alternativa. Após uma breve fase de seleção e visitas a vários clientes de referência, os programadores CAM optaram por mudar para o software TopSolid'Cam. Em Ulrich Alt, da WeSt Company, um revendedor do TopSolid'Cam na Alemanha, eles encontraram um interlocutor competente que ofereceu suporte ideal para conectar a máquina-ferramenta à nova solução CAM. O parceiro de vendas da Missler Software programou todos os pós-processadores para as várias máquinas, incluindo um torno com ferramentas acionadas e uma mandriladora com carro de faceamento. "Ulrich Alt implementou nossos requisitos com extrema rapidez e em estreito diálogo com os operadores das máquinas, o que ajudou enormemente na aceitação da solução", diz o Sr. Decker, admirado.
Os dois programadores CAM foram treinados por três dias cada um nas funções CAD e CAM do sistema e desenvolveram seu conhecimento em profundidade ao modelar as máquinas e ferramentas em 3D. O mapeamento realista do ambiente da máquina é, de fato, um pré-requisito para poder simular de forma confiável a usinagem das peças de trabalho com o TopSolid'Cam. "Após o treinamento, conseguimos rapidamente trabalhar de forma independente e produtiva com o software", diz o programador CAM, Arno Büch. Graças ao excelente suporte da WeSt, a transição ocorreu sem problemas, como confirma o Sr. Decker: "A questão foi resolvida após 6 a 8 semanas, de modo que não precisávamos mais recorrer ao software antigo." Em caso de dúvidas ou problemas, os operadores podem entrar em contato com o suporte da WeSt a qualquer momento, que fornece ajuda adicional por telefone ou on-line via Netviewer em 24 horas. Durante a introdução do TopSolid'Cam, Preinfalk definiu processos de trabalho fixos com ferramentas padrão específicas, a fim de garantir maior uniformidade na usinagem, independentemente das máquinas. As ferramentas são administradas usando o banco de dados integrado do TopSolid'Tool, em que apenas as ferramentas de torneamento com suportes foram modeladas com precisão geométrica. Para as ferramentas de fresamento e mandrilamento, normalmente é usada uma representação simplificada, embora com os parâmetros e valores de corte corretos. Dessa forma, a lista de ferramentas do TopSolid'Tool pode ser transferida para o pré-ajustador de ferramentas, a fim de fazer a correspondência entre os valores nominais e reais e carregar os valores corrigidos na máquina ao chamar os programas NC por meio do sistema DNC.
INSPEÇÃO VISUAL DE USINAGEM
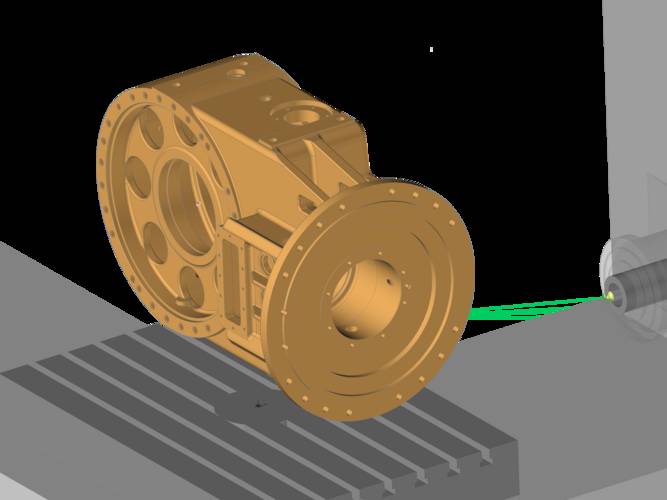
O TopSolid'Cam se distingue de outros sistemas CAM pelo fato de que os operadores programam a usinagem de fresamento ou torneamento diretamente no ambiente da máquina. Para isso, eles normalmente definem o blank, incluindo a geometria da peça acabada em um sólido ou aplicando uma tolerância e fixando o blank na base da máquina virtual. A geometria do blank é automaticamente rastreada de acordo com o cálculo dos caminhos da ferramenta, de modo que os operadores possam sempre ver o status atual da usinagem e abranger o componente sem precisar refazer a geometria. "Essa é uma grande vantagem em comparação com o sistema anterior", enfatiza Arno Büch. "O retrabalho do blank levava um tempo enorme."
Os programadores CAM recebem a geometria da peça acabada do projeto, normalmente como um arquivo STEP, e a preparam para a fabricação no TopSolid'Cam, integrando as tolerâncias por meio da definição de uma tolerância positiva ou negativa. A Missler Software oferece a eles, entre outras coisas, funções de alto desempenho para reconhecimento de características, com as quais eles podem, por exemplo, identificar os furos em uma caixa de transmissão e atribuir a eles ciclos de usinagem predefinidos. "Também podemos simplesmente duplicar a usinagem de uma determinada geometria e aplicá-la a um contorno semelhante, um recurso que usamos com frequência", explica o Sr. Büch.
Também é de grande ajuda a função de comparação de geometria, por meio da qual é possível reproduzir as alterações de projeto mais rapidamente nos modelos CAM ou nos programas de usinagem baseados neles. De fato, ocorre com frequência na Preinfalk que os componentes para os quais os programas NC foram gerados ainda precisam ser modificados. "Para componentes individuais, a comparação de geometria funciona bem", diz o Sr. Büch, "mas esse ainda não é o caso dos projetos de soldagem, pois, em princípio, isso envolve subconjuntos. Para isso, geralmente modelamos as alterações diretamente no TopSolid."
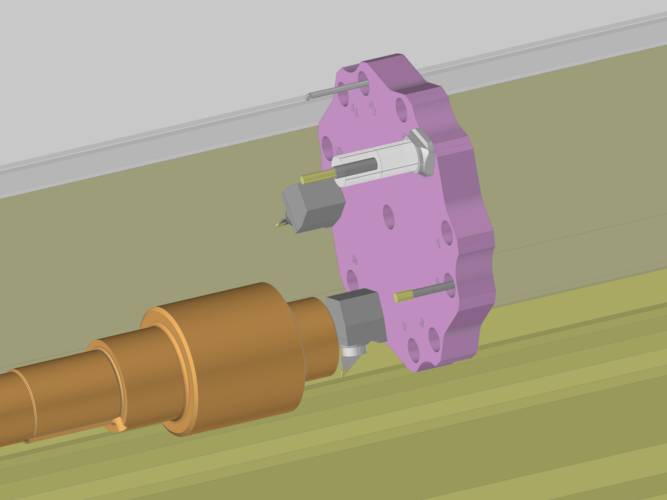
Um dos pontos fortes da nova solução é a possibilidade de visualizar a usinagem completa no computador e, assim, reconhecer possíveis colisões entre a ferramenta, o suporte e a peça de trabalho, bem antes. A simulação dos programas NC oferece um grande potencial para reduzir os tempos de execução, o que, segundo o Sr. Decker, ainda não foi totalmente explorado: "A confiança dos operadores de máquinas na qualidade dos programas NC aumentou, mas ainda há muitas intervenções desnecessárias no código NC." Isso significa que os funcionários precisam otimizar os programas NC e armazená-los no sistema de administração WinTool NC da Datos, a fim de poder reutilizá-los em trabalhos subsequentes ou na fabricação de peças de reposição.
TEMPOS DE PROGRAMAÇÃO REDUZIDOS PELO MENOS À METADE
Atualmente, as vantagens do TopSolid'Cam são mais evidentes na programação NC. De acordo com as estimativas de Arno Büch, o tempo de programação foi reduzido pelo menos pela metade em comparação com o sistema anterior, e isso decorre não apenas das funções mais fáceis de usar e dos recursos de automação do TopSolid'Cam, mas também do fato de que o esforço despendido na manutenção dos programas NC foi drasticamente reduzido. Os programas pós-processados são estruturados de forma mais transparente e mais fáceis de entender: "Somos capazes de ler o código NC para os vários controles e ver, por exemplo, se a máquina funciona sem colisões até a troca de ferramenta", diz Büch.
Do ponto de vista do chefe da unidade, Thomas Decker, a maior vantagem do novo sistema é a maior flexibilidade na utilização do parque de máquinas: "Temos a possibilidade de mudar rapidamente um programa NC para outra máquina, se o centro de custos já estiver em plena capacidade. Isso teria sido impossível com o sistema anterior, pois levaria muito tempo. O TopSolid'Cam é tão fácil de usar e rápido que, às vezes, preparamos peças de longa duração, como carcaças, simultaneamente para várias máquinas e, portanto, podemos planejar com grande flexibilidade."
Sem essa flexibilidade no uso dos recursos de fabricação, a Preinfalk dificilmente estaria em condições de garantir aos clientes prazos de entrega entre seis e oito semanas. Nesse sentido, o TopSolid'Cam contribui de forma importante para aumentar a competitividade da empresa. Ao mesmo tempo, sua versatilidade abre novas perspectivas para os operadores, no que diz respeito à usinagem combinada de fresamento-torneamento ou furo-fresamento. Dessa forma, por exemplo, as engrenagens planetárias podem ser fresadas em uma única passagem e receber um padrão de furo. "Também planejamos, em algum momento, nos aventurarmos na usinagem de 5 eixos, para podermos fabricar ainda mais internamente", diz o Sr. Decker. "Com o TopSolid'Cam, estamos bem equipados para esse desafio também."
Precisa de mais informações
PERGUNTA SOBRE NOSSO
PRODUTOS OU SOLUÇÕES?
Encontre o ponto de vendas mais próximo Contate-nos Obter uma cotação